
Contact person: Xu Zhongyuan and Zheng Ye
Contact number: 0574-86813333
Hand machine: 13867844944
Address: No. 15, Lingnan Sifentou, Xingan Rian Road, Beilun, Ningbo

Network optimization data:
Here are some things to consider when choosing a tool that is more suitable for you:
The machinability of the machined material.
The tool material is the fundamental factor to determine the cutting performance of the tool, which has a great impact on the processing efficiency, processing quality, processing cost and tool durability of CNC machine tool manufacturers. The harder the tool material, the better its wear resistance, the higher the hardness, the lower the impact toughness, the more brittle the material. Rigidity and toughness are a pair of contradictions, and it is also the key to overcome the material defects of cutting tools. Therefore, the user needs to choose the cutting tool according to the cutting performance of the workpiece material. For example, turning and milling, milling and other high strength steel, titanium alloy, stainless steel parts, it is recommended to choose wear-resistant and indexable carbide tools.
Choose tools for different purposes.
According to the type selection tool machine to small make up in the not much said, small make up want to say is, in the process of machine tool processing, should choose good stiffness, low precision cutting tools, to ensure the machining accuracy of workpiece and the quality of the products is given priority to, should choose high durability, high precision cutting tools, and in the rough and finish machining stage, should choose low precision cutting tools, and in the finishing stage, The tool with higher precision should be selected. If the rough and finish machining use the same tool, it is recommended that the CNC machine bed castings rough machining use the finish machining tool elimination, because the finish machining tool wear situation is mostly slight edge wear, coating wear and finish, continue to use will affect the quality of the finish machining, but the impact on the rough machining is not big.

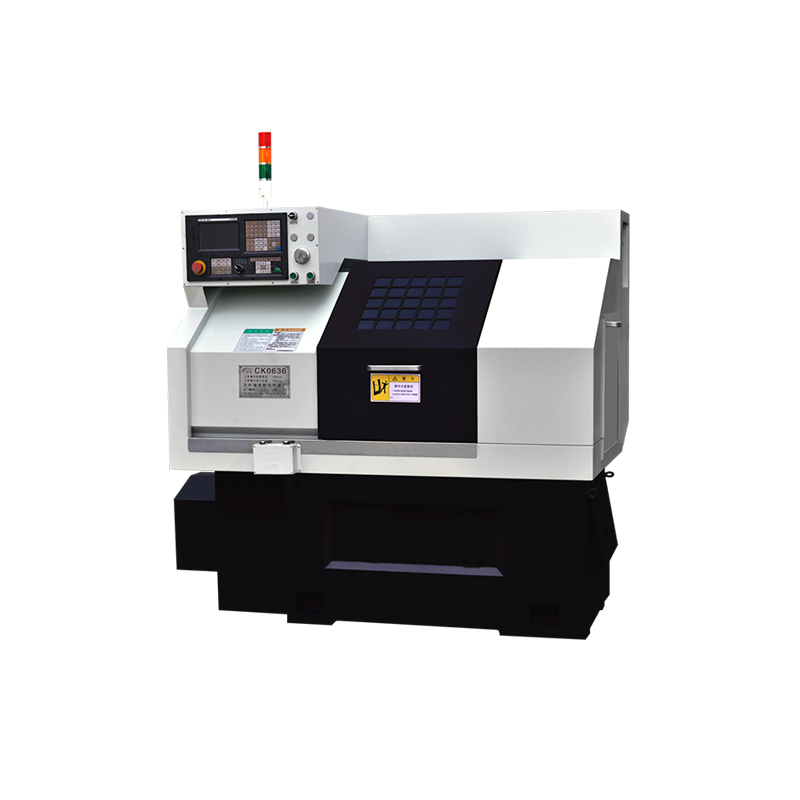
| Technical parameters | CK0636 | |
| Processing range | Turning diameter mm | Φ380mm |
| Machining diameter mm | Φ260mm | |
| Processing length mm | Φ120mm | |
| Length of workpiece mm | 200mm | |
| Diameter of rod through hole mm | Φ35mm/Φ40mm(optional) | |
| From the top | / | |
| trip | X-axis effective travel | 520mm(Amount of diameter) |
| Z-axis effective stroke | 300mm | |
| X/Z axis fast moving velocity | 25m/min | |
| X/Z axis rail specifications | 25/30 | |
| X/Z axis screw diameter/pitch mm | 3210/3210 | |
| X/Z axis servo motor | 4Nm/4Nm | |
| The spindle | Spindle nose type | A2-5 |
| Diameter of spindle through hole | Φ48 | |
| Spindle speed | Machine spindle100-3000rpm | |
| Motorized spindle100-4500rpm | ||
| Spindle motor power | 4kw/5.5kwMotorized spindle (optional) | |
| Specifications for chuck and rotary cylinder | 40 chuck/chuck (optional)536/646 | |
| precision | X/Z/Y axis positioning accuracy | ±0.006mm |
| X/Z/Y axis repeated positioning accuracy | ±0.005mm | |
| The tailstock | Specification of tailstock sleeve | / |
| Stroke of tailstock sleeve | / | |
| Tailstock pressure range | / | |
| Tailstock feed method | / | |
| The cutting tool | The handle size | 20*20 |
| Boring tool bar specifications | 20mm | |
| Knife tower (tool position) | Electric tool rest/row tool (optional) | |
| Overall dimensions | Bed structure type | Integral flat line rail bed |
| Length X width X height mm | 1260*1150*1650 | |
| Machine weight | about1380Kg | |
Contact person: Xu Zhongyuan and Zheng Ye
Contact number: 0574-86813333
Hand machine: 13867844944
Address: No. 15, Lingnan Sifentou, Xingan Rian Road, Beilun, Ningbo

Contact us at scan





